MSA – wyznaczanie Pasm Ochronnych na podstawie podręcznika RM13003

MSA (ang. Measurement System Analysis)
Czyli Analiza Systemów Pomiarowych to dyscyplina zajmująca się systemami pomiarowymi wykorzystywanymi wszędzie tam, gdzie dokonywane są pomiary.
Ponieważ nie istnieje idealny pomiar i każdy obarczony jest błędem, zmienność systemu pomiarowego powinna być okresowo badana a następnie określana jej wartość ze względu na istniejące czynniki powodujące niepewność pomiaru.
Podręcznik MSA 4 edycji definiuje pojęcie systemu pomiarowego jako zbioru instrumentów lub przyrządów, norm, operacji, metod, osprzętu, oprogramowania, personelu, środowiska i założeń używanych do ilościowego przypisania jednostce pomiarowej oceny mierzonej charakterystyki.
Najczęściej używaną miarą wykorzystywaną do oceny zmienności systemu pomiarowego jest dobrze znany, wyrażany w procentach współczynnik GR&R (ang. Gage Repeatability& Reproducibility), czyli powtarzalność i odtwarzalność systemu pomiarowego.
Obliczenie współczynnika GR&R odbywa się w stosunku:
- Do zmienności procesu, która obliczana jest na podstawie próbek pobranych celowo do badania typu 2 – oznaczany jako %GR&R(SV).
- Do zakresu przedziału tolerancji mierzonej charakterystyki – oznaczany jako %GR&R(TOL).
Wartość współczynnika GR&R(TOL) jest ważna w przypadku, w którym wydajność procesu mierzona za pomocą wskaźnika Pp (ang. process performance) jest niska (< 1). W takiej sytuacji dochodzi często do selekcji wyprodukowanych wyrobów, której celem jest zapobieżenie wysłania wyrobu niezgodnego do klienta.
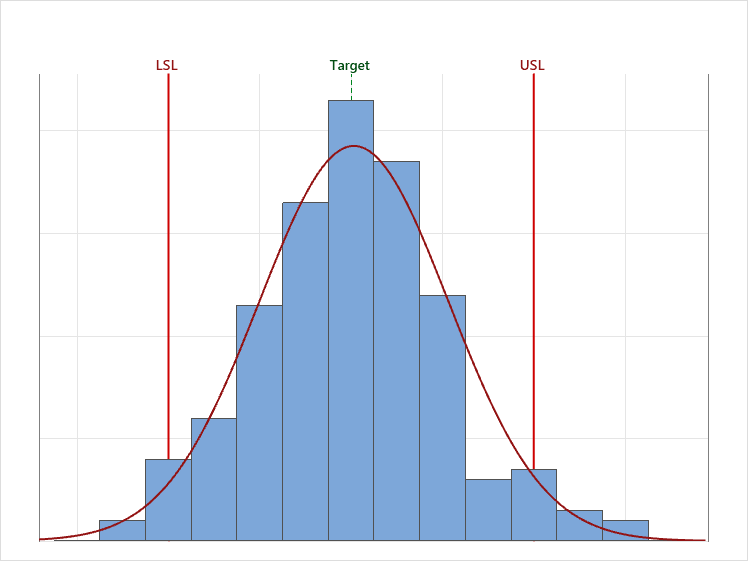
W procesie o niskiej wydajności najważniejszym problemem jest to, czy prawidłowo oceniony zostaje wyrób jako zgodny lub niezgodny, ponieważ w takim procesie wiele pomiarów znajduje się w pobliżu granic tolerancji USL (ang. Upper Specification Limit) oraz LSL (ang. Lower Specification Limit) Rys.1.
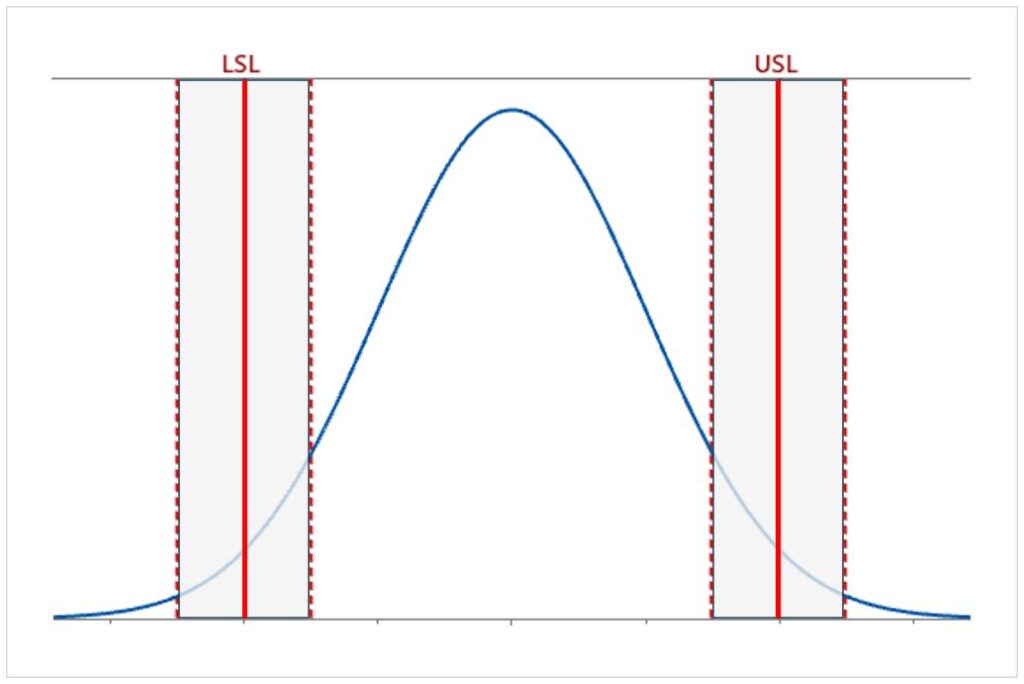
Jeżeli w takim procesie, dodatkowo wartość wskaźnika %GR&R w odniesieniu do zakresu tolerancji %GR&R(TOL) będzie wysoka (np. do 50%), to istnieje ryzyko, że wyroby znajdujące się w zakresie tolerancji będą NIEZGODNE i analogicznie wyroby znajdujące się poza zakresem pola tolerancji będą ZGODNE.
Powstaną tzw. szare strefy (Rys.2), nazywane w podręczniku RM 13003 (wewnętrzne) Pasmami Ochronnymi (ang. Guard Band).
Pozostała część artykułu przygotowana została na podstawie podręcznika RM13003 Measurement Systems Analysis An AESQ (Aerospace Engine Supplier Quality) Reference Manual Supporting SAE AS13100™ Standard.
Pasma Ochronne mają na celu zabezpieczenie klienta przed otrzymaniem wyrobu niezgodnego.
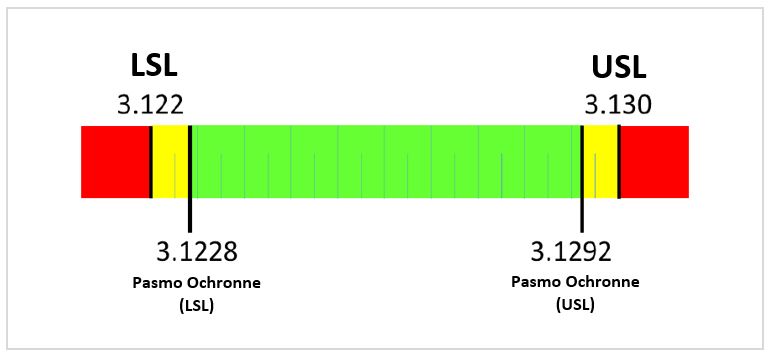
Założenie jest takie, że na podstawie wartości współczynnika %GR&R(TOL) obliczonego na podstawie całkowitego odchylenia standardowego, wyznaczone zostają wartości Pasm Ochronnych, czyli zakresu węższego niż zakres tolerancji charakterystyki.
Pasma Ochronne zaznaczone kolorem żółtym przedstawiono na Rys.3.
Założenia stosowania Pasm Ochronnych.
Pasma Ochronne stosuje się wtedy, gdy:
- Proces pomiarowy jest stabilny w czasie.
- Wartość współczynnika %GR&R(TOL) jest niższa niż 50%.
- Rozkład mierzonej charakterystyki opisać można rozkładem normalnym. Nie stosuje się do rozkładów skośnych, np. ograniczonych z lewej strony fizyczną granicą wynoszącą zero, które opisać można rozkładami takimi jak rozkład Weibulla czy rozkład Wykładniczy.
- Alternatywny sposób pomiaru nie jest możliwy.
Sposób postępowania.
- Do wyznaczenia Pasm Ochronnych należy użyć danych z badania MSA typu 2 (powtarzalność & odtwarzalność). Preferowana metoda to analiza wariancji (ANOVA).
- Na podstawie wyniku badania obliczyć należy wartości graniczne dla Pasm Ochronnych.
- W instrukcji stanowiskowej opisać reguły postępowania podczas wykonywania pomiarów wyrobów gotowych.
- Reguły powinny być proste i zrozumiale dla wszystkich uczestników procesu.
- Zdefiniować metodę walidacji (ponownego pomiaru) dla części znajdujących się w zakresie Pasm Ochronnych. Walidacja zazwyczaj oznacza wysłanie tych wyrobów do kontroli bardziej szczegółowej, najczęściej wolniejszej i droższej.
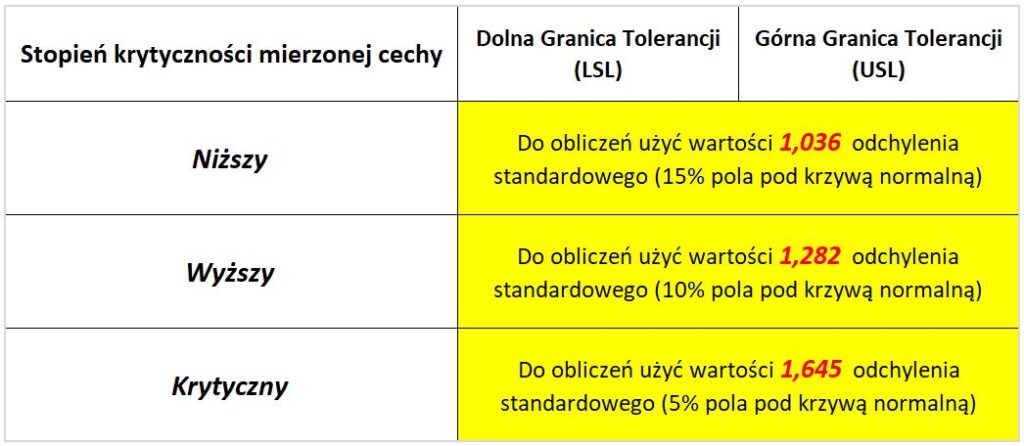
- Wartości graniczne dla Pasm Ochronnych obliczyć należy zgodnie z wartościami przedstawionymi na Rys. 4.
Przykład zastosowania Pasm Ochronnych.
Produkcja stalowego wałka o wymiarach 100 +/- 0,2 [mm] przejawia problem z wydajnością procesu produkcji tego wyrobu. Analiza wykazała niską wydajność procesu (Pp 0,64) przedstawioną na Rys. 5.
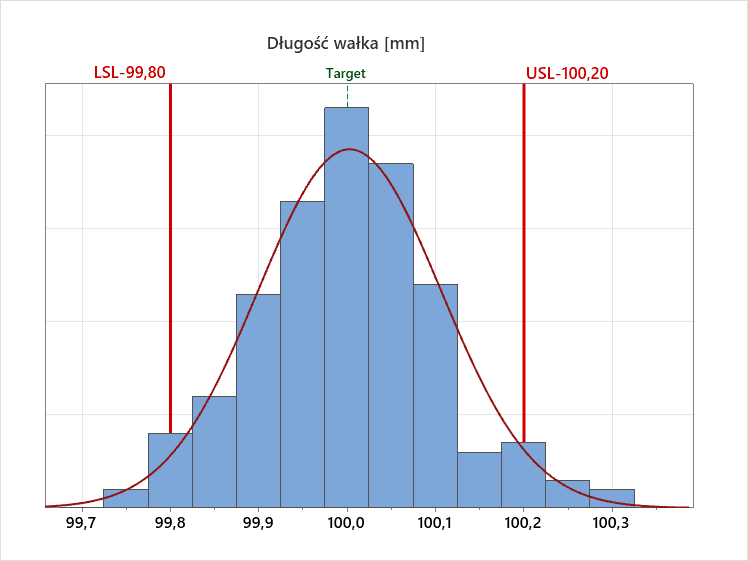
Wartość wskaźnika Pp 0,64 powoduje oczekiwaną frakcję wyrobów niezgodnych na poziomie 5,34%, z czego 2,49% poniżej dolnej granicy tolerancji (LSL) i 2,85% powyżej górnej granicy tolerancji (USL).
Do celów wyznaczenia Pasm Ochronnych wykonano badanie GR&R metodą ANOVA. Wynik badania przedstawiono na Rys. 6.
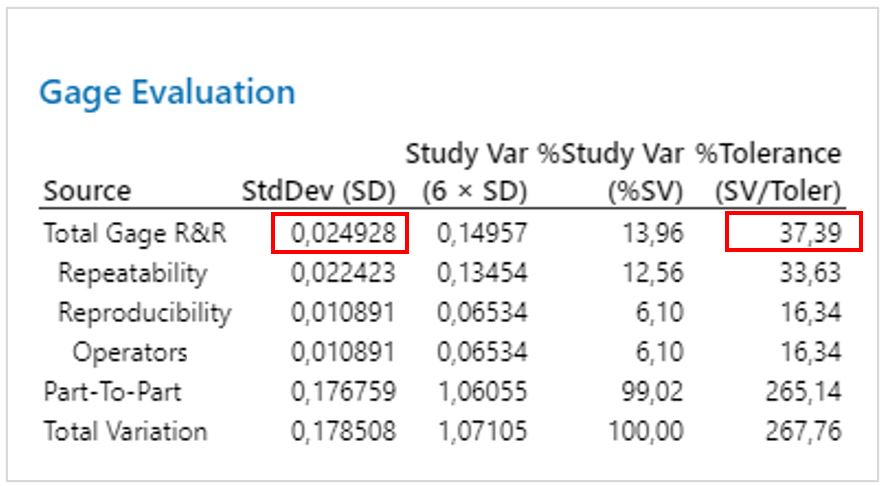
Wartość współczynnika %GR&R(TOL) wynosi 37,39%. Wartość ta obliczona została na podstawie odchylenia standardowego wynoszącego 0,024928 [mm].
Do obliczeń, zgodnie z Rys. 4. przyjęto wartość 1,282, która reprezentuje wyższy stopień krytyczności mierzonej cechy wyrobu.
Dokonano obliczeń:
- Wartość korekty dla Pasm Ochronnych: 1,282*0,024928 = 0,031958 [mm].
- Wyznaczenie Pasma Ochronnego dla LSL: 99,80 + 0,031958 = 99,83 [mm].
- Wyznaczenie Pasma Ochronnego dla USL: 100,20 – 0,031958 = 100,17 [mm].
Wynik obliczeń i Pasma Ochronne przedstawiono na Rys. 7.

Oszacowano frakcję wyrobów niezgodnych i warunkowo zatrzymanych, która wynosi kolejno:
- Wyroby odrzucone poniżej LSL – WYROBY NIEZGODNE: 2,49%.
- Wyroby odrzucone powyżej USL- WYROBY NIEZGODNE: 2,85%.
- Suma wyrobów NIEZGODNYCH: 5,34%.
- Wyroby zatrzymane w Paśmie Ochronnym LSL – WYROBY NIEPEWNE: 2,43%.
- Wyroby zatrzymane w Paśmie Ochronnym USL – WYROBY NIEPEWNE: 2,69%.
- Suma wyrobów NIEPEWNYCH: 5,12%.
Postępowanie z wyrobami niezgodnymi i niepewnymi powinno zostać opisane i wdrożone, np. zgodnie z tym, co proponuje podręcznik RM13003:
- Zasada 1: Każdy wyrób, którego wymiar znajduje się pomiędzy Pasmem Ochronnym (LSL) a Pasmem Ochronnym (USL), tzw. strefa zielona, jest akceptowany jako zgodny.
- Zasada 2: Każdy wyrób, którego wymiar znajduje się w Paśmie Ochronnym LSL oraz Paśmie Ochronnym USL, tzw. żółta strefa, musi zostać zweryfikowany (zmierzony) ponownie. Najczęściej ponowny pomiar wykonywany jest metodą wolniejszą, dokładniejszą i droższą.
- Zasada 3: Jeżeli wymiar zweryfikowanego wyrobu mieści się w strefie zielonej lub żółtej to wyrób jest akceptowany jako zgodny.
- Zasada 4: Jeżeli wymiar zweryfikowanego wyrobu mieści się w strefie czerwonej (poza LSL i USL), wyrób zostaje odrzucony jako niezgodny.
MSA podsumowanie
Wdrożenie Pasm Ochronnych jest trudniejsze, jeżeli występuje duży błąd pomiarowy lub proces produkcyjny charakteryzuje się dużą zmiennością.
Wysoka wartość błędu pomiarowego wpływa na analizę zdolności i wydajności procesu i może doprowadzić do szerszych Pasm Ochronnych.
Z tego powodu poprawa systemu pomiarowego powinna być pierwszym działaniem doskonalącym.
Należy pamiętać, że wykorzystanie Pasm Ochronnych jako alternatywnego rozwiązania w celu obejścia słabego wyniku %GR&R(TOL) wydłuży czas i zwiększy koszty związane z weryfikacją wyrobów, których pomiar znajduje się w Pasmach Ochronnych.
Stosowanie Pasm Ochronnych powinno być częścią ustandaryzowanego procesu rozwiązywania problemów a procedura ta, powinna być regularnie weryfikowana i aktualizowana.
.
Autor: dr inż. Rafał Popiel
Jeżeli artykuł Ci się podobał, to udostępnij go w mediach społecznościowych:
.
Zaufali nam:
.
Co mówią nasi zadowoleni Klienci:
.
W przypadku pytań zapraszamy do kontaktu:
.