Component Search – narzędzie w procesie rozwiązywania problemów

Artykuł przedstawia narzędzie do skutecznego rozwiązania problemów produkcyjnych i jakościowych w przedsiębiorstwie (component search).
Wstęp
Jednym z najważniejszych etapów dochodzenia do przyczyny źródłowej w procesie rozwiązywania problemów jest odpowiedź na pytanie: czy problem powoduje proces (człowiek, maszyna, narzędzie, zarządzanie itp.) czy jakość części dostarczanych do produkcji.
Jest to kluczowe zapytanie w najważniejszej fazie rozwiązywania problemów (4D) – w fazie, w której poszukuje się przyczyny źródłowej problemu.
W niektórych przypadkach, użycie najbardziej popularnych metod tj. m.in. wykres Pareto, diagram Ichikawy czy 5WHY, może okazać się nieskuteczne.
W niniejszym artykule opisano narzędzie oparte na prostym, logicznym toku postępowania z wykorzystaniem podstawowych miar statystycznych.
Narzędzie: Component Search – stosowane jest w procesach, w których części (półwyroby) można zmontować i rozmontować bez zmian ich właściwości fizycznych czy mechanicznych.
Na potrzeby analizy Component Search należy wyselekcjonować po jednym wyrobie BOB i WOW (co to są wyroby BOB i WOW opisane jest tutaj: Metoda Shainina).
Component Search składa się z dwóch etapów:
- Etap oceny procesu polega na kilkukrotnym (3 do 5 razy) zmontowaniu i rozmontowaniu części w oryginalnej konfiguracji montażowej. Jeżeli akcja ta nie wykaże wpływu (wg przyjętych zasad obliczania) na zmienną Y, uznaje się pozytywne zakończenie pierwszego etapu, czyli uzyskanie informacji, że problem nie wynika z procesu montażu części.
- Etap identyfikacji części (komponentu), która może być główną przyczyną problemu. Etap ten polega na montażu i demontażu poszczególnych części w różnych konfiguracjach i zamiany części pomiędzy dwoma, specjalnie wyselekcjonowanymi wyrobami BOB i WOW. Czynności te mają za zadanie wskazanie części, które wprowadzają wariancję (zmienność) w wartości zmiennej Y.
Przykład problemu, w którym można zastosować Component Search:
Kontrola jakości w firmie produkującej meble zdefiniowała wadę polegająca na zbyt dużej szczelinie pomiędzy drzwiami barku na drinki a górną listwą maskującą. Z powodów estetycznych tolerancje dla szczeliny zdefiniowano jako 1,5 ± 0,5 [mm].
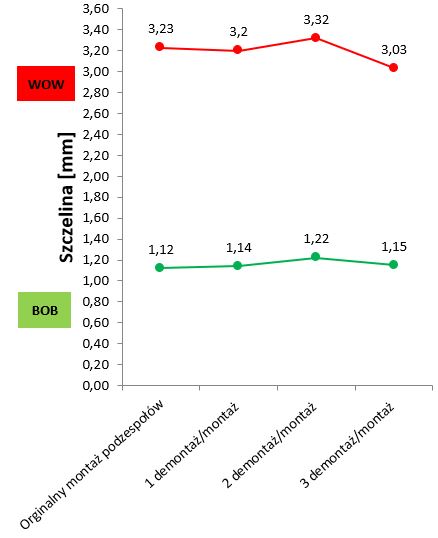
Wyselekcjonowano wyrób niezgodny – szafkę z barkiem na drinki (WOW), którego szczelina wynosiła najwyższą zauważoną wartość 3,23 mm, oraz wyrób (BOB), którego wartość szczeliny wynosiła 1,12 mm. Różnica wartości tych szczelin wynosiła 2,11 mm i stanowiła najwyższą zidentyfikowaną różnicę.
Dla obydwóch (BOB i WOW) wyrobów dokonano 4-krotnego montażu i demontażu drzwi barku. Po każdym montażu wykonano pomiary szczelin. Na Rys.1. przedstawiono wartości szczelin dla poszczególnych drzwi barku po każdym montażu, natomiast na Rys.2. przedstawiono graficzną prezentację danych.

W następnym kroku sprawdzono, czy spełnione zostały następujące założenia:
- Istnienie widocznej separacji pomiarów pomiędzy wyrobami BOB i WOW.
- Rozstęp pomiędzy medianami musi być większy (lub równy) od średniego rozstępu (średnia z rozstępu dla BOB i WOW) pomnożonego przez wartość wskaźnika korekcyjnego, który w tym przypadku wynosi 0,89.
Separacja pomiędzy pomiarami dla wyrobów BOB i WOW na Rys.2 jest widoczna. W celu sprawdzenia drugiego założenia wykonano proste obliczenia:
- Mediany dla wyrobu BOB, która wyniosła 1,15 mm.
- Mediany dla wyrobu WOW, która wyniosła 3,22 mm.
- Różnicy pomiędzy medianami wynoszącej 2,07 mm.
- Rozstępu dla wyrobu BOB wynoszącego 0,10 mm.
- Rozstępu dla wyrobu WOW wynoszącego 0,29 mm.
- Średniej z rozstępów dla wyrobów BOB i WOW wynoszącej 0,20 mm.
Konkluzja: średnia z rozstępów (0,20 mm) pomnożona przez współczynnik korekcyjny (0,89) wyniosła 0,18 mm i wartość ta okazała się niższa od wartości różnicy pomiędzy medianami (2,07 mm).
Na tej podstawie stwierdzono, iż problem ze zbyt wysoką wartością szczeliny drzwi barku na drinki nie leży w procesie montażu części. Po czterokrotnym montażu i demontażu drzwi barku, wartości szczelin dla wyrobu BOB i WOW pozostawały na tym samym poziomie.
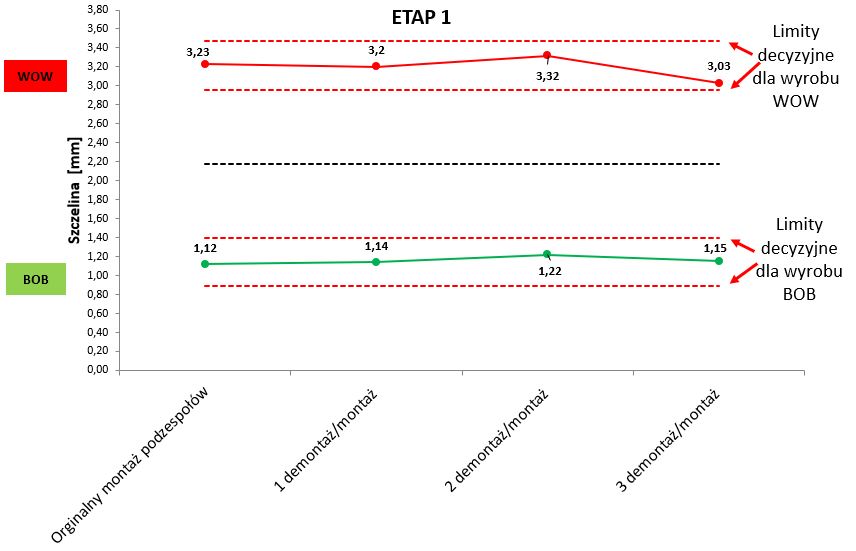
Rozpoczęto 2 etap analizy, którego celem było wskazanie, który element (część, komponent) jest odpowiedzialny za powstanie wady (szczeliny poza zakresem tolerancji). Etap 2 polegał na zamianie części pomiędzy wyrobami BOB i WOW i sprawdzaniu wpływu tej zamiany na wartość zmiennej Y, czyli szczeliny pomiędzy drzwiami barku a listwą maskującą. W pierwszej kolejności obliczono limity decyzyjne dla pomiarów wyrobu BOB i WOW. Obliczone limity decyzyjne przedstawiono na Rys.3.
W dalszym ciągu analizy wykorzystując wiedzę i doświadczenie członków zespołu rozwiązywania problemu, wybrano części, które podlegać będą wymianie pomiędzy wyrobami BOB i WOW.
W tym przypadku do zamiany wyznaczono części:
- Drzwi barku.
- Listwę maskującą.
- Zawiasy mocujące drzwi barku.
W pierwszej kolejności analizie poddano drzwi barku i dokonano następujących czynności:
- Zamiana drzwi pomiędzy wyrobami BOB i WOW.
- Pomiar szczeliny dla obydwóch wyrobów.
- Demontaż drzwi i powrót do oryginalnego wyrobu.
- Ponowny pomiar szczeliny dla wyrobów BOB i WOW.
Powyższą procedurę powtórzono dla kolejnych części: listwy maskującej i zawiasów. Na Rys. 4. przedstawiono wynik analizy.
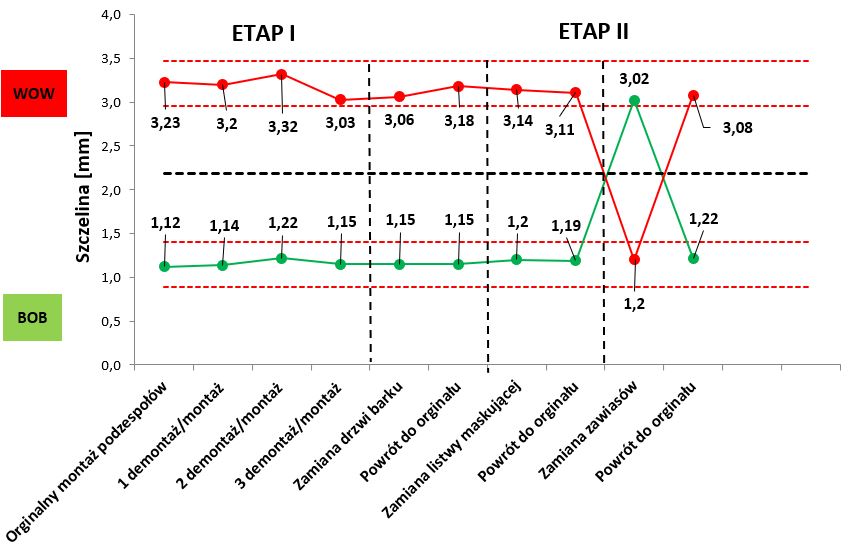
W wyniku analizy stwierdzono:
Dla części: drzwi barku – po zamianie pomiędzy wyrobami BOB i WOW nie nastąpiła zmiana rozmiaru szczeliny. Rozmiary szczelin po zamianie części znajdowały się w granicach linii decyzyjnych. To samo zachowanie zaobserwowano dla części: listwa maskująca.
Natomiast w przypadku części: zawiasy, po zamianie pomiędzy wyrobami BOB i WOW nastąpiła pełna zamiana; wyrób BOB posiadał szczelinę o wymiarze 3,02 mm., natomiast wyrób WOW szczelinę o wymiarze 1,2 mm.
Na tej podstawie stwierdzono, iż częścią powodującą problem ze zbyt dużą wartością szczeliny są zawiasy.
Podsumowanie:
Przedstawione w niniejszym artykule narzędzie jest świetną kontynuacją tradycyjnych narzędzi procesu rozwiązywania problemów tj. wykres Pareto czy diagram Ichikawy. W ramach tych narzędzi stawia się hipotezy, które weryfikuje się uznaniowo, często na tzw. „wyczucie” pracownika, co prowadzić może do błędnych decyzji. W narzędziu Component Search (w przeciwieństwie do np.: 5 WHY) stawia się na logiczny tok postępowania i podstawowe miary statystyczne (mediana, rozstęp) a decyzje podejmuje się w oparciu o liczby i prostą statystykę.
Component Seach to narzędzie służące w pierwszej kolejności do identyfikacji źródła problemu: proces czy części. Jeżeli problemem są części … to które?
Component Search to narzędzie do wskazania potencjalnego „szkodnika” i dlatego zawsze po zakończeniu tej analizy, należy dokonać statystycznego potwierdzenia „podejrzenia” z użyciem metod statystycznych. Często zdarza się, że w wyniku Component Search wskazany zostanie więcej niż 1 potencjalny „szkodzący” czynnik. W tej sytuacji bardzo dobrą kontynuacją Component Search są techniki planowania eksperymentów (DoE) służące do oszacowania wpływu każdego czynnika osobno, ale również w interakcji z innymi czynnikami.
Autor: dr inż. Rafał Popiel
Jeżeli artykuł Ci się podobał, to podziel się nim proszę w mediach społecznościowych:
Zaufali nam:
.
Co mówią nasi zadowoleni Klienci:
.
W przypadku pytań zapraszamy do kontaktu:
.