MSA – badanie liniowości zgodnie z AIAG
Badanie liniowości zgodnie z podręcznikiem AIAG (Automotive Industry Action Group)
W niniejszym artykule opisano LINIOWOŚĆ, czyli jedno z najważniejszych i jednocześnie niedocenianych badań urządzenia pomiarowego, wchodzącego w skład MSA (ang. Measurement System Analysis).
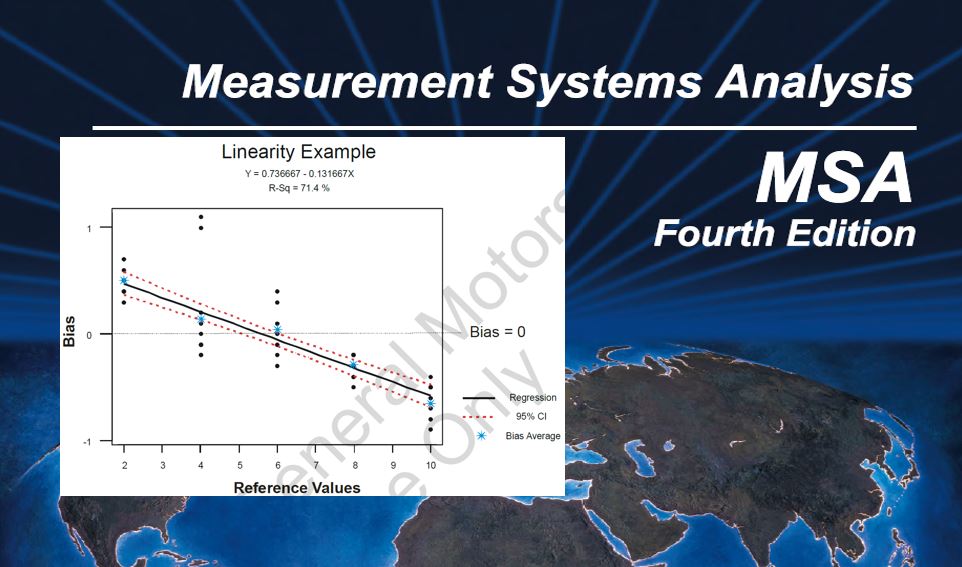
Liniowością można określić zależność błędu systematycznego od wartości mierzonej w zadanym przedziale pomiarowym narzędzia. Określana jest funkcyjnie, najczęściej z wykorzystaniem regresji prostej. Badanie liniowości ma na celu wskazanie, czy przyrząd pomiarowy ma taką samą dokładność (obciążenie, BIAS) dla wszystkich wartości odniesienia w zakresie pomiarowym urządzenia. Najkorzystniej byłoby, gdyby dla wszystkich wartości odniesienia obciążenie wynosiło zero.
Na czym w praktyce polega problem liniowości urządzenia pomiarowego?
Załóżmy, że prosta waga sklepowa (Rys.1), której zakres pomiarowy zawiera się do 15 kg, obarczona jest błędem liniowości, w którym wartość współczynnika kierunkowego regresji prostej jest dodatnia i istotnie różna od zera (w dalszej części artykułu zostanie to dokładniej wyjaśnione).

W takim przypadku, jeżeli waga wskazywać będzie wartość 1 kg., to prawdziwa masa towaru będzie wyższa niż 1 kg. Natomiast w sytuacji, w której waga wskaże wartość 14 kg., to prawdziwa masa towaru będzie niższa niż 14 kg.
Oczywiście nikt nie będzie wykonywał badania liniowości w przypadku wagi sklepowej, natomiast w przypadku urządzeń pomiarowych używanych w przemyśle, tj. suwmiarki, mikrometry, średnicówki, klucze dynamometryczne wskazujące, siłomierze itp., wykonanie badania liniowości powinno być obligatoryjne.
TEORIA
Badanie liniowości przeprowadza się poprzez wyznaczenie 4-5 (minimum 5 wg AIAG) wartości referencyjnych z zakresu roboczego urządzenia pomiarowego. Do tego celu należy przygotować wzorce z określoną (referencyjną) wartością odniesienia. Wzorcem, w niektórych sytuacjach może być specjalnie przygotowana część / wyrób, który na co dzień poddawany jest pomiarom.
Każdy wzorzec należy zmierzyć minimum 10 razy za pomocą badanego urządzenia pomiarowego. Pomiary powinna wykonywać osoba, która potrafi obsługiwać dany przyrząd pomiarowy, jest ekspertem w wykonaniu pomiarów tym przyrządem.
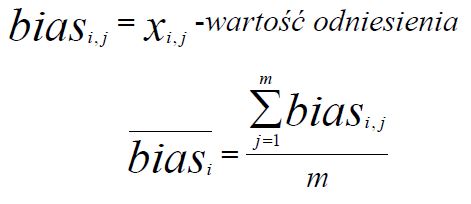
Obliczyć należy obciążenie, różnicę pomiędzy każdym pomiarem a wartością referencyjną wzorca, a następnie średnią arytmetyczną obciążenia (średni BIAS).
Wzory zgodnie z podręcznikiem MSA AIAG – Automotive Industry Action Group:
Wyznaczyć równanie regresji prostej:
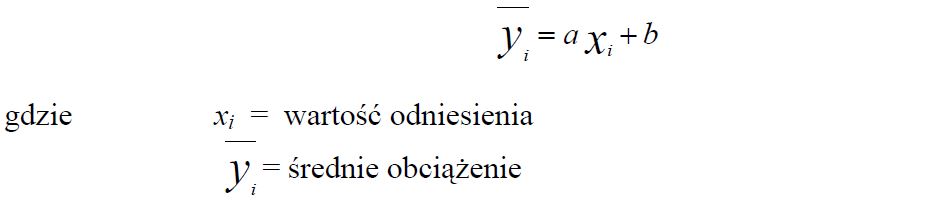
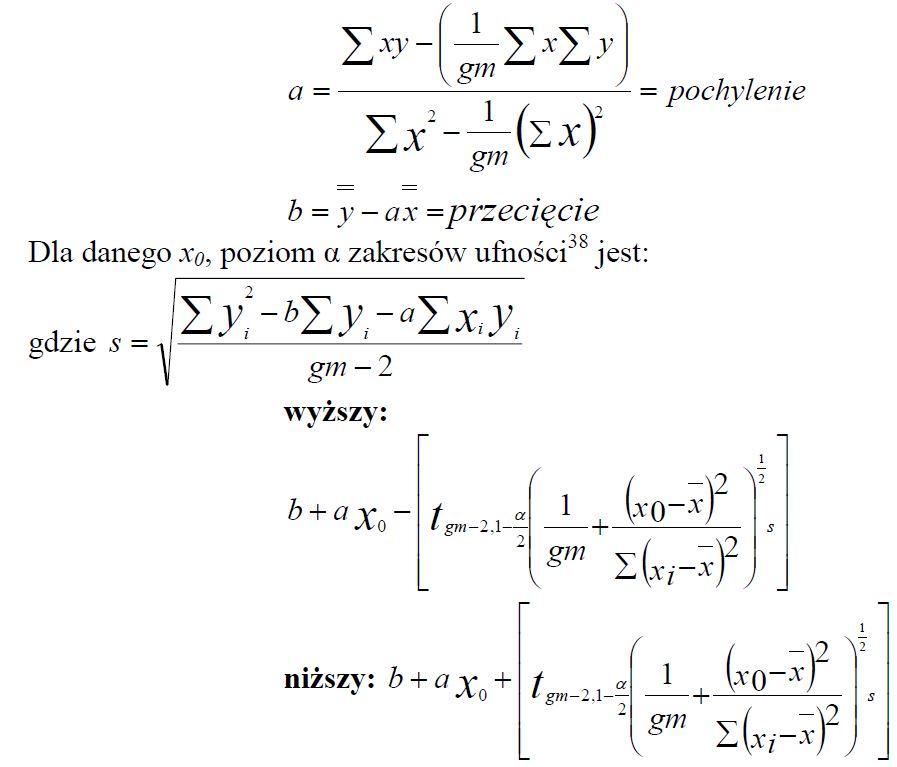
Powyższe wzory niezbędne są do przygotowania kalkulatora, np. w programie MS Excel.
Jeżeli jesteś zainteresowana/y otrzymaniem gotowego kalkulatora MSA Liniowość w programie MS Excel do badania liniowości zgodnie z powyższymi wzorami (AIAG), to napisz do nas: biuro@pstconsulting.pl
Kalkulator wyślemy Ci mailem.
W przypadku użycia programu Minitab wystarczy wybrać ścieżkę: Stat – Quality Tools – Gage Study – Gage Linearity and Bias Study, wprowadzić dane i wygenerować raport w formie graficznej i analitycznej.
PRZYKŁAD BADANIA MSA LINIOWOŚCI W PROGRAMIE MINITAB
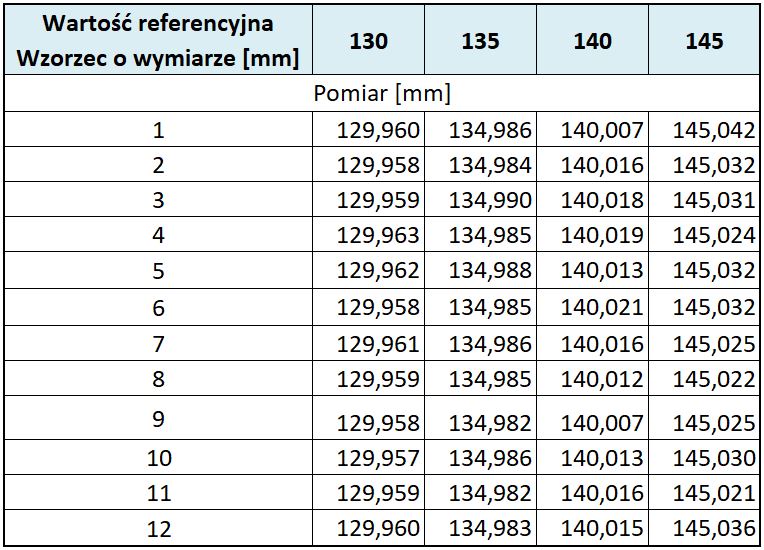
Badaniu liniowości poddano mikrometr cyfrowy zewnętrzny 125 – 150 mm. Wyznaczono 4 wartości referencyjne wzorców, a następnie wykonano po 12 pomiarów dla każdej wartości referencyjnej. Wyniki pomiarów przedstawiono na Rys. 2.
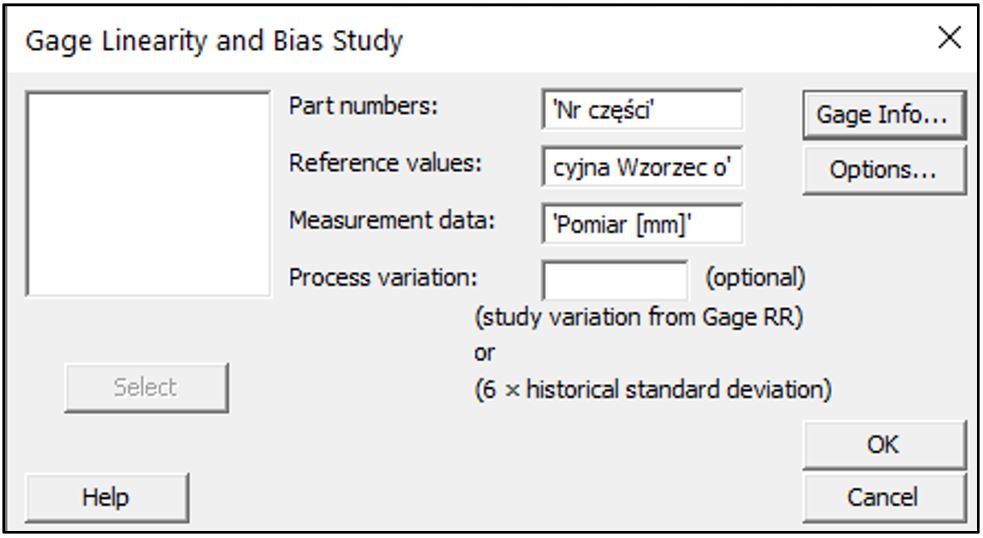
Pomiary wprowadzono do programu Minitab, a następnie idąc ścieżką Stat – Quality Tools – Gage Study – Gage Linearity and Bias Study, wywołano okno, do którego wprowadzono dane (Rys. 3).
Klikając OK, wygenerowano gotowy raport, który składa się z czterech części (Rys. 4).

Wyjaśnienie raportu
W części pierwszej znajdują się dane opisowe tj. nazwa badanego urządzenia, data wykonania badania, imię i nazwisko pracownika wykonującego badanie, zakres pomiarowy urządzenia i dodatkowy, dowolny opis.
W drugiej części znajduje się analiza graficzna, wykres dwupunktowy (ang. Scatterplot) pokazujący wartości błędów (odchyleń) dla każdej wartości referencyjnej (niebieskie punkty), średni błąd dla każdej wartości referencyjnej (czerwony punkt), dopasowanie linią regresji prostej wraz z 95% przedziałem ufności. W tym przypadku widoczne jest dodatnie nachylenie prostej, co oznacza, że w niskim zakresie pomiarowym mikrometra pomiary są niższe niż wartość referencyjna, natomiast w wyższym zakresie pomiarowym mikrometra, pomiary są wyższe niż wartość referencyjna.
Część trzecia raportu przedstawia współczynniki równania regresyjnego, czyli wyraz wolny (-0,65902) oraz nachylenie linii regresji (0,0047715). Dodatkowo wartości błędu standardowego dla współczynników i najważniejsze wartości P-value informujące o istotności statystycznej. W tym przykładzie wartości P-value dla wyrazu wolnego oraz nachylenia wynoszą 0,000, co oznacza, że błąd liniowości istnieje i jest istotny statystycznie na poziomie alfa0,05.
Obliczono wartość s, czyli błędu standardowego, który jest miarą wielkości błędu przy prognozowaniu wartości zmiennej Y dla każdej wartości zmiennej X.
Wartość R-Sq (współczynnik determinacji) wynosi 96,5% i jest to wartość bardzo wysoka i niekorzystna. Wartość tego współczynnika zawiera się w przedziale 0 – 100%, przy czym im niższa tym z punktu widzenia tego badania lepsza. Przy kompletnym braku błędu liniowości (linia regresji jest równoległa do osi X), wartość współczynnika determinacji wynosić będzie 0%.
Część czwarta raportu przedstawia błąd (BIAS) w wartości bezwzględnej dla każdej wartości referencyjnej (średnia arytmetyczna z pomiarów minus wartość referencyjna), średni błąd i wartości P-value informujące o istotności statystycznej błędów. W tym przypadku wartości P-value wynoszą 0,000, co oznacza, że błędy są istotne statystycznie na poziomie alfa 0,05.
Podsumowując: mikrometr obarczony jest błędem liniowości i wykonywanie pomiarów tym urządzeniem jest ryzykowne. Mikrometr powinien zostać wysłany do naprawy.
.
PRZYKŁADY RAPORTÓW MSA LINIOWOŚCI I ICH ZNACZENIE
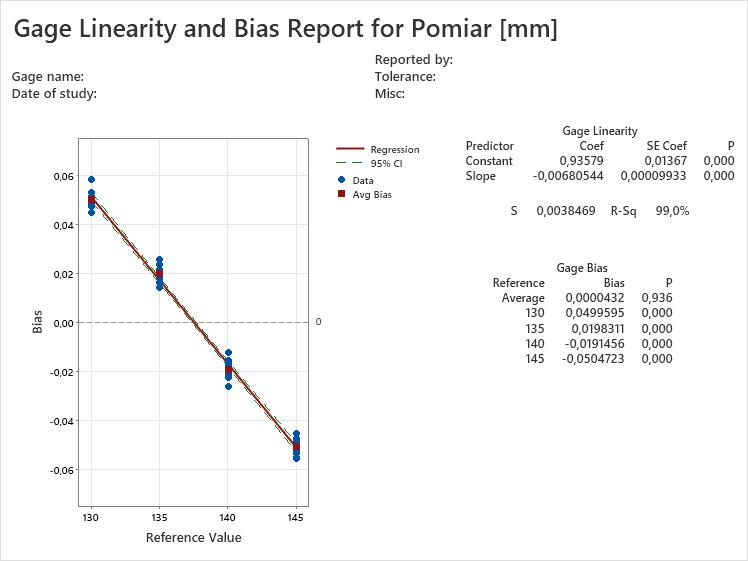
Błąd liniowości o ujemnym nachyleniu linii regresji
Na Rys. 6 przedstawiono sytuację, w której przyrząd pomiarowy obarczony jest błędem liniowości (P-value 0,000), gdzie nachylenie linii regresji jest ujemne. W praktyce oznacza to, że w przypadku pomiarów z dolnego zakresu pomiarowego, urządzenie wskazuje wartości wyższe niż wartość referencyjna, natomiast w przypadku pomiarów z górnego zakresu pomiarowego, urządzenie wskazuje wartości niższe niż wartość referencyjna.
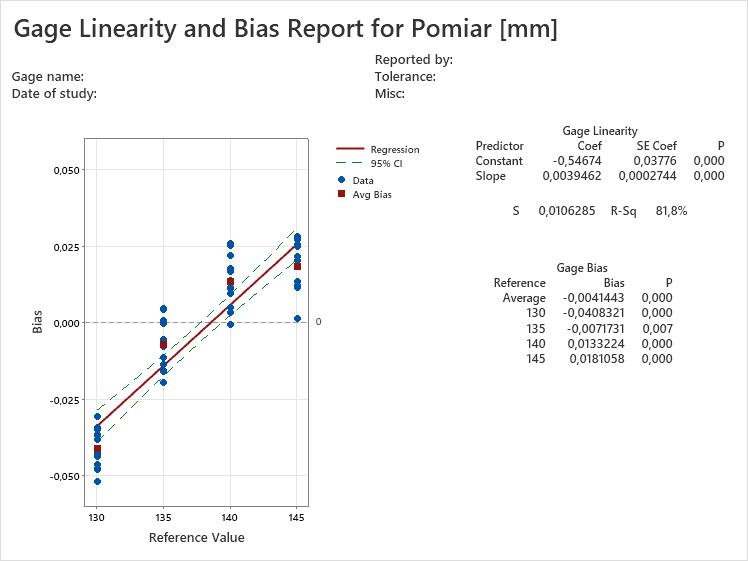
Nieliniowy błąd liniowości o nachyleniu dodatnim
Na Rys. 7 przedstawiono błąd liniowości o nachyleniu dodatnim. W tym przypadku należy dodatkowo zwrócić uwagę na nieliniowy charakter błędu. Odchyłka (bias) w dolnym zakresie pomiarowym jest większa niż odchyłka w górnym zakresie. Takie sytuacje zdarzają się rzadko, jednak należy na to także zwrócić uwagę.
Brak błędu liniowości / występujące błędy systematyczne
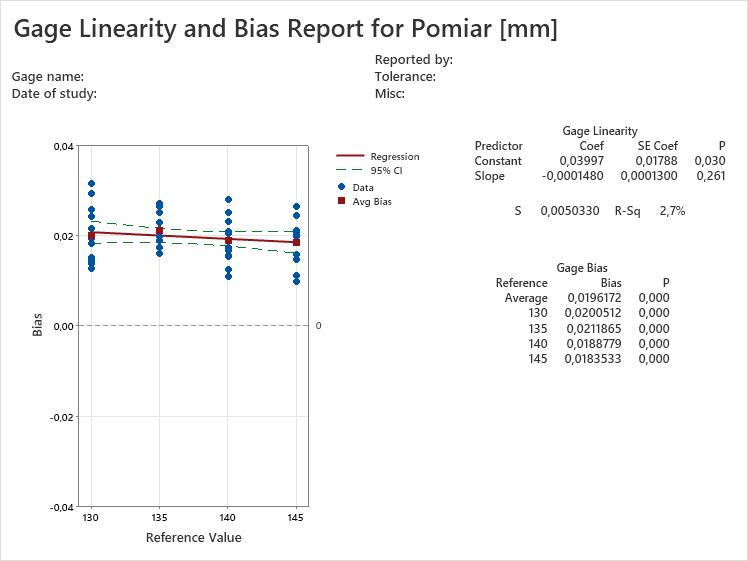
Na Rys. 8 przedstawiono brak błędu liniowości. Nachylenie linii regresji jest nieistotne statystycznie (P-value 0,261) i wartość R-Sq jest niska (2,7%). Urządzenie pomiarowe obarczone jest błędem systematycznym. Bias dla każdej wartości referencyjnej jest dodatni i istotny statystycznie (P-value 0,00). Urządzenie powinno zostać wysłane do naprawy, ewentualnie można tymczasowo spróbować zastosować poprawkę pomiarową.
Brak błędu liniowości / brak błędów systematycznych
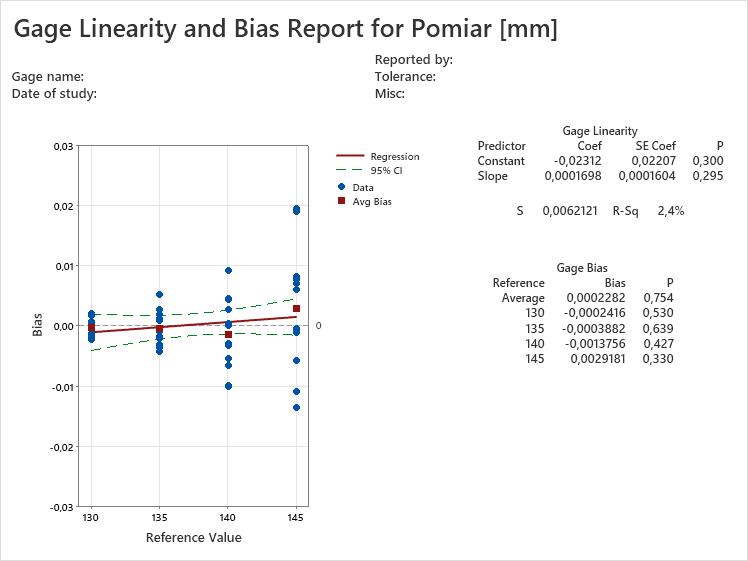
Na Rys. 9 przedstawiono brak błędu liniowości (P-value 0,295 i niskie R-Sq 2,4%) oraz brak błędów systematycznych dla wartości referencyjnych (wszystkie wartości P-value wyższe niż alfa 0,05). Należy jednak zwrócić uwagę na fakt, że wraz ze wzrostem wartości pomiarowej, zwiększa się zmienność pomiarów (sprawdzono testem Bartletta, P-value 0,000). Oznacza to, że precyzja (powtarzalność) pomiarów w zakresie 130 -135 mm będzie lepsza, niż w zakresie 140-145 mm.
Poprawne działanie urządzenia pomiarowego
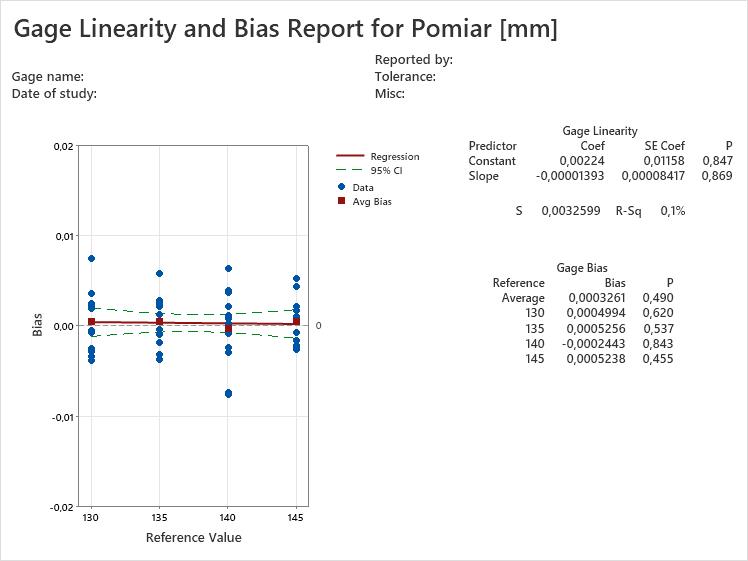
Na Rys. 10 przedstawiono poprawne działanie urządzenia pomiarowego. Nie stwierdzono błędu liniowości (P-value 0,869, R-Sq 0,1%). Nie stwierdzono błędów systematycznych dla wartości referencyjnych (wartości P-value > alfa0,05). Powtarzalność pomiarów w całym zakresie pomiarowym jest taka sama (nieistotnie różna).
PODSUMOWANIE
Badanie MSA liniowości obok badania powtarzalności pomiarowej (wskaźniki Cg i Cgk) urządzenia pomiarowego jest niezbędne i powinno być wykonane przed badaniem typu 2 (badanie systemu pomiarowego, ang. Gauge Repeatability and Reproducibility, w skrócie GR&R).
Autor: dr inż. Rafał Popiel
Jeżeli artykuł Ci się podobał, to udostępnij go w mediach społecznościowych:
Zaufali nam:
.
Co mówią nasi zadowoleni Klienci:
.
W przypadku pytań zapraszamy do kontaktu:
.