Analiza statystyczna zmiany połączenia gwintowego

Analiza statystyczna – wprowadzenie
Celem artykułu jest przedstawienie sposobu wprowadzania zmian konstrukcji związanych z procesem łączenia elementów za pomocą łączników gwintowych oraz analiza statystyczna i jej prowadzenie
W zakresie głównych dziedzin działalności przedsiębiorstwa produkcyjnego znajduje się przygotowanie produkcji, w ramach której prowadzone są działania polegające na opracowaniu konstrukcji produktu i metod jego poprawnej eksploatacji. Wysoka jakość organizacji zmian technologicznych w produkcie i procesie produkcji jest cechą, charakteryzują sprawność pracy przedsiębiorstwa. Zmiany te są nieuniknione w całym cyklu życia produktu i wynikają z potrzeby optymalizacji kosztów produkcji i jakości wyrobu.
Analiza przypadku – zmiana nakrętki za względu na koszt jednostkowy produktu
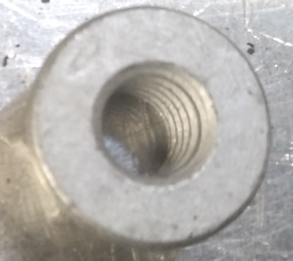
Na stanowisku montażu elementu układu kierowniczego do nadwozia samochodu osobowego używano nakrętki (M8 x 1,25, stal o twardości 360-430 HV) w kolorze nazwijmy to „srebrnym” (Rys.1a.). W pewnym momencie życia produktu, ze względu na optymalizację kosztów postanowiono dokonać zmiany konstrukcyjnej poprzez zastosowanie nakrętki „czarnej” (Rys.1b.) charakteryzującej się takimi samymi właściwościami mechanicznymi i geometrycznymi. Jedyną różnicą był kolor nakrętki, który cechował inną powłoką antykorozyjną nakrętek. Powłoka ta oprócz wspomnianego zadania miała także dodatkowe równie ważne znaczenie: określenie i stabilizowanie wartości współczynnika tarcia, który jest istotnym czynnikiem determinującym jakość operacji dokręcania.

Celem analizy było potwierdzenie (bądź zanegowanie) różnicy pomiędzy nakrętkami mogącymi istotnie wpłynąć na jakość produktu.
Sposób wykonania analizy porównawczej
Porównania nakrętek dokonano, wykorzystując tzw. krzywe dokręcania. Krzywe dokręcania to wykresy budowane na podstawie zależności momentu dokręcania od kąta obrotu podczas operacji dokręcania. Dokręcanie realizowane jest najczęściej z użyciem elektrycznego narzędzia rotacyjnego. Na Rys.2. przedstawiono przykład krzywej dokręcania wraz z najważniejszymi etapami dokręcania.
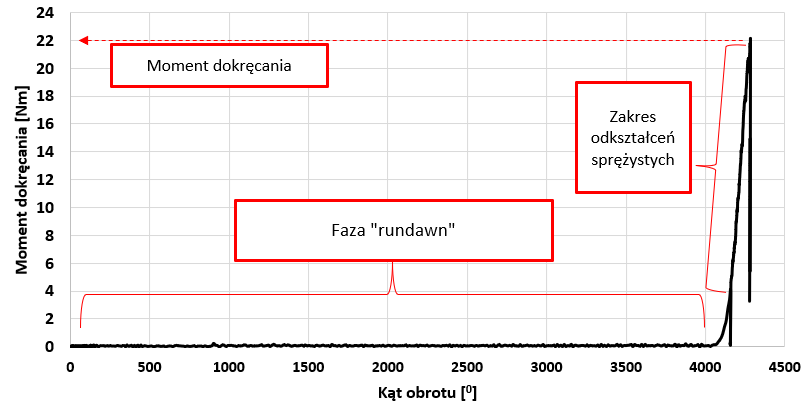
Wykres w pierwszej kolejności przedstawia tzw. fazę rundown, czyli etap (krok) dokręcania, w którym nakrętka dokręcana jest luźno. Po zakończeniu tego etapu, w tym przypadku po osiągnięciu około 4160 stopni obrotu, rozpoczyna się faza druga, czyli dokręcanie nakrętki na określony moment dokręcania, który tutaj wynosi 22 Nm. Powierzchnia oporowa nakrętki zaczyna ślizgać się po powierzchni oporowej elementu łączonego, pojawia się zjawisko tarcia ślizgowego, a moment dokręcania zaczyna gwałtownie przyrastać. Ponieważ jest to dokręcanie na określony moment dokręcenia, dokręcanie kończy się w zakresie odkształceń sprężystych (zakres stosowalności prawa Hooke’a) i nie dochodzi do trwałych odkształceń plastycznych. Po osiągnięciu momentu dokręcania (22 Nm) narzędzie przestaje dokręcać, co pokazuje gwałtowny spadek krzywej dokręcania w ostatniej fazie (pionowa linia w kierunku osi X).
Do porównania jakości nakrętek używany jest tylko wycinek wykresu krzywej dokręcania, przedstawiający zakres odkształceń sprężystych. Zmodyfikowany wykres krzywej dokręcania przedstawiono na Rys.3. Na podstawie tego wycinka krzywej, obliczana jest wartość współczynnika kierunkowego prostej regresji, który w tym przypadku wynosi 0,1483.

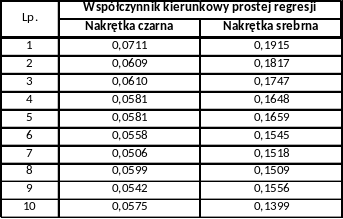
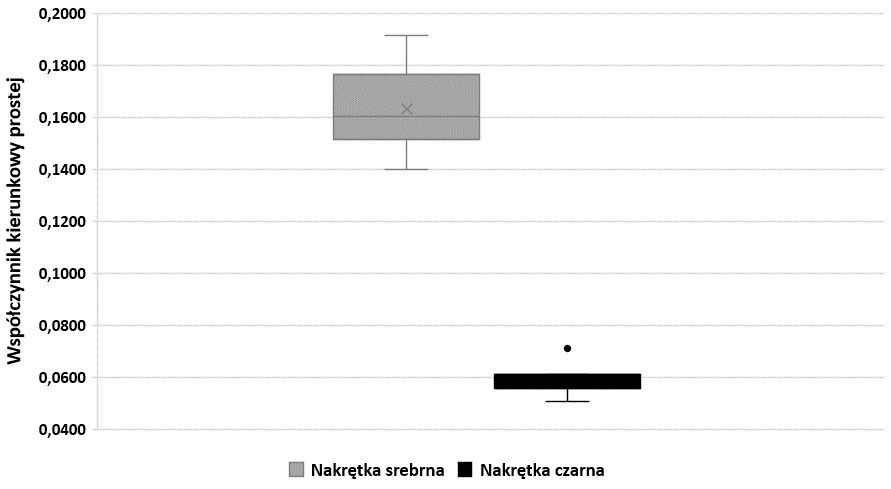
Porównanie jakości nakrętek polega na wykonaniu n dokręceń (w tym przypadku n=10 dla każdego typu nakrętki), a następnie porównanie k prób (w tej analizie k=2) wykorzystując narzędzia wnioskowania statystycznego. Na Rys.4. przedstawiono wyniki obliczeń współczynników kierunkowych dla analizowanych nakrętek.
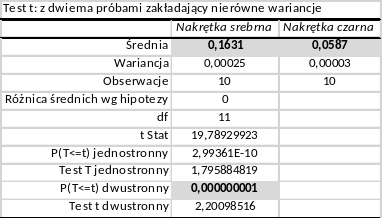
Ponieważ są to próbki niezależne charakteryzujące się normalnym rozkładem danych, do analizy rozrzutu i położenia wartości średnich zastosowano odpowiednio test F i test t dla prób niezależnych. Na Rys. 5. przedstawiono wyniki obliczeń dla testu F (test dla jednorodności wariancji), natomiast na Rys.6. wynik testu t (porównanie wartości średnich z prób). Dodatkowo na Rys.7. przedstawiono graficzną prezentację danych w formie wykresu skrzynkowego. Testy wykonano z przyjętym poziomem istotności α0,05.

Analiza statystyczna – wnioski
W wyniku analizy stwierdzono:
- Wartość estymatora wariancji dla nakrętek czarnych (0,00003) jest istotnie statystycznie niższa (p-value < α0,05) niż wartość estymatora wariancji dla nakrętki srebrnej (0,00025). Oznacza to proces bardziej stabilny, ze względu na powtarzalność dokręcania dla proponowanych nakrętek czarnych.
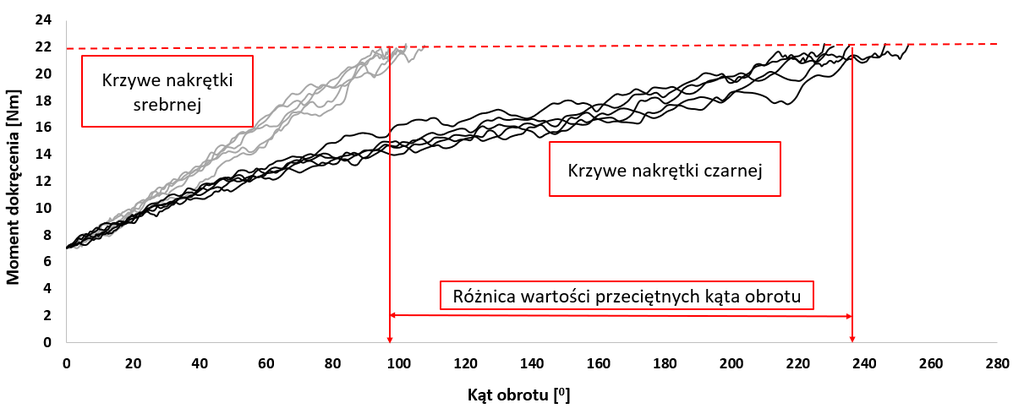
- Wartości średnie różnią się istotnie (p-value < α0,05). Wartość średnia współczynnika kierunkowego dla nakrętki srebrnej wyniosła 0,1631 natomiast dla nakrętki czarnej 0,0587. Niższa przeciętna wartość nachylenia krzywej dla nakrętki czarnej oznacza, że nakrętka ta w celu osiągnięcia wymaganego momentu dokręcenia (22 Nm) musi wykonać obrót o większy kąt obrotu (w tym przypadku o przeciętnie około 130 stopni). Większy kąt obrotu powoduje wyższą wartość naprężenia na rdzeń śruby, co może powodować odkształcenie plastyczne śruby podczas dokręcania. Zjawisko odkształcenia plastycznego w tym przypadku jest zjawiskiem niepożądanym powodującym uszkodzenie połączenia gwintowego. Na Rys. 8. przedstawiono fragmenty (zakres sprężysty) krzywych dokręcania dla nakrętek srebrnych i czarnych.
Analiza statystyczna – podsumowanie
W wyniku przeprowadzonej analizy statystycznej potwierdzono istotną różnicę w jakości nakrętek srebrnej i czarnej wynikającą z różnych wartości współczynnika tarcia (zostało to później potwierdzone w dodatkowych analizach prowadzonych w laboratorium: badanie współczynnika tarcia zgodnie z normą PN-EN ISO 16047). Wynik analizy wskazujący na istotną statystycznie różnicę w jakości nakrętek uruchomił kolejne przewidziane procedurą postępowania kroki:
- Określenie ryzyka uszkodzenia połączenia gwintowego podczas operacji dokręcania.
- Obliczenie optymalnego momentu dokręcania.
- Badanie istnienia zjawiska spadku bądź wzrostu momentu dokręcenia po dokręceniu nakrętki.
- Re-kalkulacja parametrów dokręcania (zmiany w programie dokręcającym wkrętarki elektrycznej opisane tu: Optymalizacja operacji dokręcania z wykorzystaniem metody Taguchi)
- Re-kalkulacja granic kontrolnych dla wartości momentu statycznego.
Niewłaściwym podejściem jest traktowanie zmian konstrukcyjnych jako zjawiska niepożądanego, naruszającego istniejący stan procesu produkcyjnego. Zmiany owszem, stwarzają trudności w planowaniu produkcji i kontroli jakości, wymuszają nakłady pracy, środków i czasu na ich opracowanie, ale również stwarzają warunki do ciągłego doskonalenia i w sposób bezpośredni przyczyniają się do wzrostu kwalifikacji i wyszkolenia personelu technicznego.
Sposobu prowadzenia opisanej w niniejszym artykule analizy, wykorzystywanych technik statystycznych, a także dodatkowych analiz mających na celu potwierdzenie jakości połączenia gwintowego, nauczyć się można na naszym dedykowanym szkoleniu:
Zarządzanie zmianą konstrukcyjną elementu połączenia gwintowego
Autor: dr inż. Rafał Popiel
Jeżeli artykuł Ci się podobał, to podziel się nim proszę w mediach społecznościowych:
Zaufali nam:
.
Co mówią nasi zadowoleni Klienci:
.
W przypadku pytań zapraszamy do kontaktu:
.