Metoda Shainina

W tym artykule dowiesz się co to metoda Shainina, kto ją wymyślił i na czym polega metoda Red X.
Metoda Shainina?– co to takiego?
Metoda Shainina to mało znana, ale niezwykle efektywna metoda rozwiązywania problemów przemysłowych z użyciem prostych narzędzi wnioskowania statystycznego i logicznych metod postępowania. Szkolenia stosowania tej metody odbywają się w obrębie wielkich korporacji przemysłowych, praktycznie nie istnieją oferty szkoleń (poza oficjalną stroną: https://shainin.com/), na których można nauczyć się stosowania tej metody w pełnym jej wymiarze.
Metoda Shainina – kto był jej twórcą?
Dorian Shainin (urodzony w 1914, zmarły w 2000 roku) był amerykańskim Inżynierem i konsultantem ds. jakości. Znany z jego wkładu w dziedzinę rozwiązywania problemów przemysłowych, niezawodności produktów i inżynierii jakości, w szczególności tworzenia i rozwoju koncepcji „Czerwonego X” (ang. Red X).
Był założycielem firmy Shainin LLC zajmującej się rozwiązywaniem problemów technicznych. Opracował ponad 20 statystycznych technik inżynieryjnych, które stały się rdzeniem „Systemu Shainin” dla poprawy jakości i niezawodności.
Rozwój Shainina w koncepcji „Czerwonego X” nastąpił we współpracy z Josephem Juranem. W latach 40 dwudziestego wieku, Juran spopularyzował pojęcie „kilka istotnych i wiele trywialnych” (ang. the vital few and trivial many) zwanych także „zasadą Pareto”, uznając nierówny wpływ czynników na problem.
Shainin uznał, iż zasada Pareto może być skutecznie stosowana w rozwiązywaniu problemów przemysłowych. Doszedł do wniosku, że wśród dziesiątek zmiennych, które mogą powodować zmianę własności produktu, związek przyczynowo-skutkowy kilku musi być silniejszy niż wpływ pozostałych.
Shainin nazwał tę główną przyczynę „Wielką Czerwoną X„. Wykazał także, że przyczyna może istnieć jako interakcja pomiędzy zmiennymi niezależnymi.
Co to jest Red X ?
Metoda „Red X” jest nie tylko drogą do poszukiwania przyczyn problemów, ale przede wszystkim postępowaniem w celu zdobycia informacji, w jaki sposób problem wywiera wpływ na kontrolowaną charakterystykę, czyli zmienną Y (określa siłę i zakres działania problemu). Red X to główny, najbardziej „szkodzący” czynnik, przyczyna źródłowa (ang. root cause), powodująca największą zmienność zmiennej objaśnianej Y.
Celem analizy wykonywanej w ramach procesu rozwiązywania problemu, jest zlokalizowanie, oszacowanie i wyeliminowanie wpływu Red X.
Istnieją trzy główne zasady:
- Zawsze istnieje tylko jeden Red X, który powoduje różnicę pomiędzy najlepszą i najgorszą jakością wyrobu.
- Zdefiniowanie i kontrola Red X jest kluczem do rozwiązania problemu.
- Najbardziej wydajną drogą do lokalizacji Red X jest konsekwentne i logiczne eliminowanie czynników, które nie pasują do wskazówek, generowanych w pierwszej fazie (diagnostycznej) poszukiwania problemu. Faza diagnostyczna to faza, w której tok postępowania następuje od strony efektu do przyczyny (Y do X).
Na czym polega metoda Shainina?
Dorian Shainin:“My particular technique is to say to people: Let’s stop guessing. Instead, let’s find clues–sources of knowledge that you just would not have otherwise” – tłumaczenie: Moją szczególną techniką jest powiedzieć ludziom: „Nie zgadujcie lecz szukajcie wskazówek. Tylko one doprowadzą Was do wiedzy o problemie”.
Zdaniem tym Shainin odniósł się do toku postępowania z użyciem jego metody. Chodziło o to, że zamiast stosowania np. Burzy Mózgów, analizy Ichikawy czy 5 WHY, w których często dochodzi do stawiania hipotez trudnych do zweryfikowania, Shainin postawił na fazę diagnostyczną, w której w logiczny sposób używane są proste statystyczne i graficzne narzędzia.
Głównym celem fazy diagnostycznej jest wyselekcjonowanie części (wyrobów), które stanowią swoje przeciwieństwo pod względem jakości. Części te oznacza się jako BOB (ang. Best of Best – Najlepszy z Najlepszych) i WOW (ang. Worst of Worst – Najgorszy z Najgorszych). Przy czym zaznaczyć należy, iż jeżeli WOW jest częścią o najgorszej jakości, to BOB nie jest częścią lokalizowaną w środku pola tolerancji, tylko najbardziej skrajną w opozycji do WOW. Poszukuje się największego kontrastu (różnicy) pomiędzy częściami. Rys. 1. przedstawia relację wyrobu BOB do WOW.
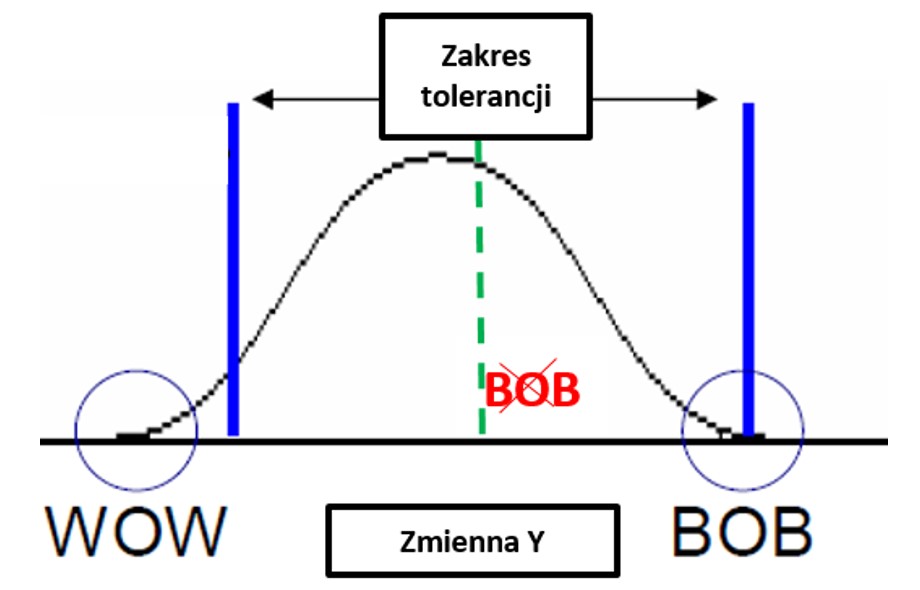
Im większy kontrast zostanie zdefiniowany, tym łatwiej będzie można zaobserwować i wyselekcjonować cechy (X), które mogą powodować wariancję zmiennej Y.
Głównymi narzędziami wykorzystywanymi w fazie diagnostycznej są między innymi:
- Isoplot, to analiza systemu pomiarowego, która ma na celu wykazanie, że system pomiarowy jest poprawny i charakteryzuje się odpowiednio dobrą rozdzielczością, jest powtarzalny i przede wszystkim jest w stanie zmierzyć różnicę pomiędzy BOB i WOW wyrobami.
- Strategy Diagram jest sposobem dokumentowania możliwych kontrastów obserwowanych w zmienności zmiennej objaśnianej Y. Kontrasty te mogą być wykorzystywane i analizowane podczas całego czasu rozwiązywania problemu. Diagram budowany jest na bazie dotychczasowej wiedzy o problemie (dane z reklamacji, od klienta wewnętrznego i zewnętrznego, obserwacji poczynionych przez osoby rozwiązujące problem bezpośrednio, ale także przez osoby zaangażowane pośrednio, tj. Operatorów, Techników obsługujących maszyny, itp.) Podczas opracowywania diagramu można wstępnie wskazać, gdzie występuje kontrast, czyli wariancja zmiennej objaśnianej Y. Budowa diagramu skierowana jest od „świata mikro do świata makro” – oznacza to, iż obserwacje rozpoczyna się zawsze od najmniejszych części, pojedynczych Operatorów, stanowisk, stron elementu czy jednostek czasu, a kończy się na największych, czyli na porównaniu wydziałów czy fabryk.
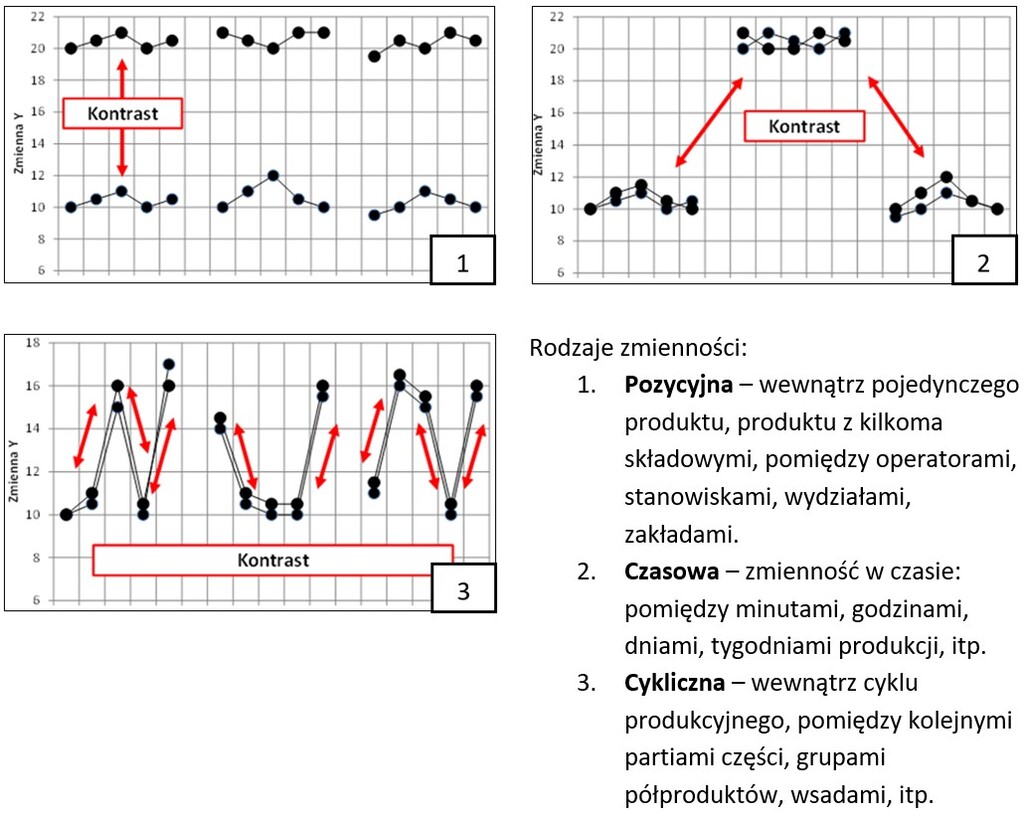
- Multi-Vari to wykresy zmienności, które są narzędziem przedstawiającym i organizującym dane w sposób ułatwiający identyfikację kontrastu. Powinny być użyte w sytuacji, w której kontrast jest trudno dostrzegalny. Do stworzenia wykresu powinny być użyte rodziny kontrastów obserwowane np. w Strategy Diagram. Na Rys.2 przedstawiono typowe przykłady obserwowanych zmienności zmiennej Y.
- Component Search – poszukiwanie komponentu powodującego zmienność zmiennej Y. Głównym celem wykonania tej analizy jest odpowiedź na pytanie: „czy problem dotyczy procesu montażu, czy jakości części”. Narzędzie używane jest w procesach, w których części można zmontować i rozmontować bez zmian ich właściwości fizycznych i mechanicznych. Pomiary muszą być pomiarami powtarzalnymi (nieniszczącymi).
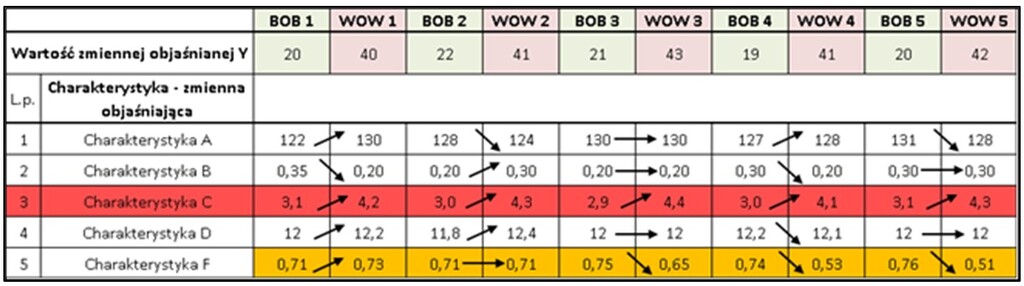
- Paired Comparison jest narzędziem, które służy do identyfikacji potencjalnego Red X poprzez użycie par BOB i WOW komponentów i porównanie ich wpływu. Zazwyczaj używane jest po wykonaniu Component Search oraz w połączeniu z Multi-Vari. Stosowane także wtedy, gdy komponenty nie mogą być zdemontowane i zmontowane ponownie (procesy klejenia, spawania itp.). Na Rys.3. przedstawiono zasadę postępowania podczas wykonywania tej analizy.
Zasady analizy:
- Dokonuje się selekcji minimum po 5 par dla części BOB i WOW – komponenty pochodzą z procesu, który zweryfikował je jako kompletnie odmienne w sensie zmiennej objaśnianej Y.
- Wykonuje się pomiary tych cech (charakterystyk), które mogą należeć do źródła problemu. Pomiary wykonuje się w sposób określony przez specyfikację części.
- Porównuje się charakterystyki tylko wewnątrz par. Ten sam kierunek zmian (graficznie przedstawiony w postaci strzałek) to pewien powtarzający się schemat, wskazujący na charakterystykę mogącą być potencjalnym Red X.
- Analiza musi zostać potwierdzona testem statystycznym.
W przedstawionym na Rys.3. przykładzie charakterystyka C wykazuje powtarzający się schemat: wyższe wartości charakterystyki C odpowiadają wyższym wartością zmiennej Y (WOW) dla wszystkich pięciu par. Tę charakterystykę należy testować w drugiej fazie procesu rozwiązywania problemów metodą Shainina.
Uwaga Autora: Podchodząc do tych danych z zastosowaniem metody SIX SIGMA, wykonana zostałaby analiza korelacji i regresji. Po przeprowadzeniu i w wyniku testu normalności rozkładu danych (np. Shapiro-Wilka lub Andersona-Darlinga) przeprowadzona zostałaby estymacja współczynnika korelacji i jego istotności statystycznej.
W tym przypadku wartość współczynnika korelacji Spearmana wyniosła 0,815 i była istotna statystycznie (p-value 0,004). Obliczony współczynnik determinacji (dopasowanie regresją prostą) wyniósł 97,76%, co wskazało, iż cecha C to Red X. Prowadząc analizę z użyciem metody SIX SIGMA wykorzystywane są bardziej zaawansowane narzędzia wnioskowania statystycznego, wymagające bardzo dobrej wiedzy i umiejętności analizy danych.
Dlatego zaletą metody Shainina jest jej prostota i możliwość używania przez pracowników produkcyjnych i kadry niższego i średniego szczebla (Operatorów, Brygadzistów, Mistrzów).
- Group Comparison to analiza polegająca na porównaniu grup BOB i WOW komponentów w celu identyfikacji potencjalnego Red X. Opiera się o wnioskowanie na podstawie obliczonej liczby nazywanej z j. ang. „End Count”, której wyższa wartość oznacza czynnik (X) wprowadzający większą wariancję zmiennej Y.
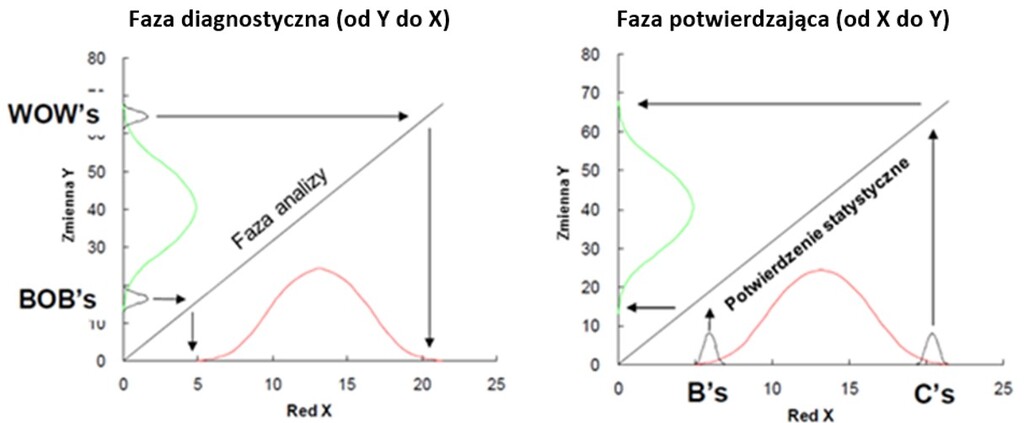
Wynik fazy diagnostycznej dostarcza konkretne podejrzenia co do potencjalnych przyczyn źródłowych. Po jej zakończeniu przechodzi się do fazy drugiej, która dotyczy testowania potencjalnych przyczyn. Na Rys.4. przedstawiono tok postępowania w każdej z faz.
Do testowania, próbki pobierane są w sposób losowy (randomizacja). Ma to na celu zmniejszenie wpływu tzw. szumu, czyli czynników losowych, które nie podlegają testowaniu. Dobór testu zależy od charakteru zmiennej Y, tzn. czy jest ona zmienną ilościową czy jakościową.
Są to proste testy rangowe (nieparametryczne, którymi można testować dane pochodzące nie tylko z rozkładu Gaussa), przez co są łatwiejsze w użyciu i interpretacji. Niestety ich moc jest mniejsza niż testów parametrycznych. Do testu należy użyć nowych części, które nie były używane w fazie diagnostycznej. Metoda Shainina proponuje między innymi następujące rodzaje testów statystycznych:
- SIX-Pack B vs C jest stosowany gdy, w fazie diagnostycznej zidentyfikowany został tylko jeden silny potencjalny Red X (brak wskazań na istnienie wpływu innych czynników). Test ten jest formą testu B vs C Tukeya ze zmniejszoną licznością prób: 3 sztuki wyrobu dla B (ang. Better) i 3 sztuki wyrobu dla C (ang. Current).
- Tukey B vs C – test ten używany jest w sytuacji, w której podczas fazy diagnostycznej zidentyfikowano jednego potencjalnego Red X, natomiast również zauważony został potencjalny Pink X (drugi w kolejności pod względem siły oddziaływania czynnik, wykazujący wpływ na zmienną Y). Test ten potwierdza czy potencjalny Red X jest prawdziwym Red X.
- Barier B vs C stosowany w sytuacji, w której zidentyfikowano potencjalnego Red X, a zmienna objaśniana Y posiada naturalną, fizyczną barierę (np. kolistość, płaskość, walcowość, koncentryczność, szczelina). Test ten wskazuje, czy proponowana metoda (B) redukuje zmienność w porównaniu z metodą bieżącą (C).
- Full Factorial to analiza czynnikowa, za pomocą której testuje się więcej niż jeden potencjalny Red X. Zgodnie z podejściem Shainina oraz planem Yates’a testowane jest od 2 do 4 czynników. Podstawowym celem analizy jest wskazanie i oszacowanie wpływu efektów głównych oraz interakcji, a także statystyczne potwierdzenie ich istotności. Główne założenia eksperymentu:
- Zrównoważenie (ang. balance) oznacza, że wszystkie czynniki testowane są w odniesieniu do wszystkich swoich nastaw (podstawą są dwie nastawy, oznaczane np.: jako „-1” i „+1” lub „-” i „+”).
- Powtórzenia, eksperyment (w wariancie dla dwóch lub trzech czynników) przeprowadzany jest więcej niż jeden raz dla danej konfiguracji nastaw czynników. Celem powtórzeń jest określenie zakłóceń pochodzących od czynników niekontrolowanych.
- Kolejność losowa (randomizacja) – eksperymenty realizowane są w kolejności losowej, aby uniknąć niepożądanego wpływu na wynik działań zakłóceń systematycznych.
Na Rys.5. przedstawiono plan eksperymentu zgodnie z porządkiem Yatesa dla trzech czynników.

Po zakończeniu drugiej fazy (potwierdzeń statystycznych) wykonywane są działania regulujące i optymalizujące proces produkcyjny. Do tego celu używa się narzędzi takich jak Równoległobok Tolerancji, który służy do wyznaczenia granic specyfikacji dla Red X na podstawie granic zmiennej Y.
Przykład Równoległoboku Tolerancji przedstawiono na Rys. 6.
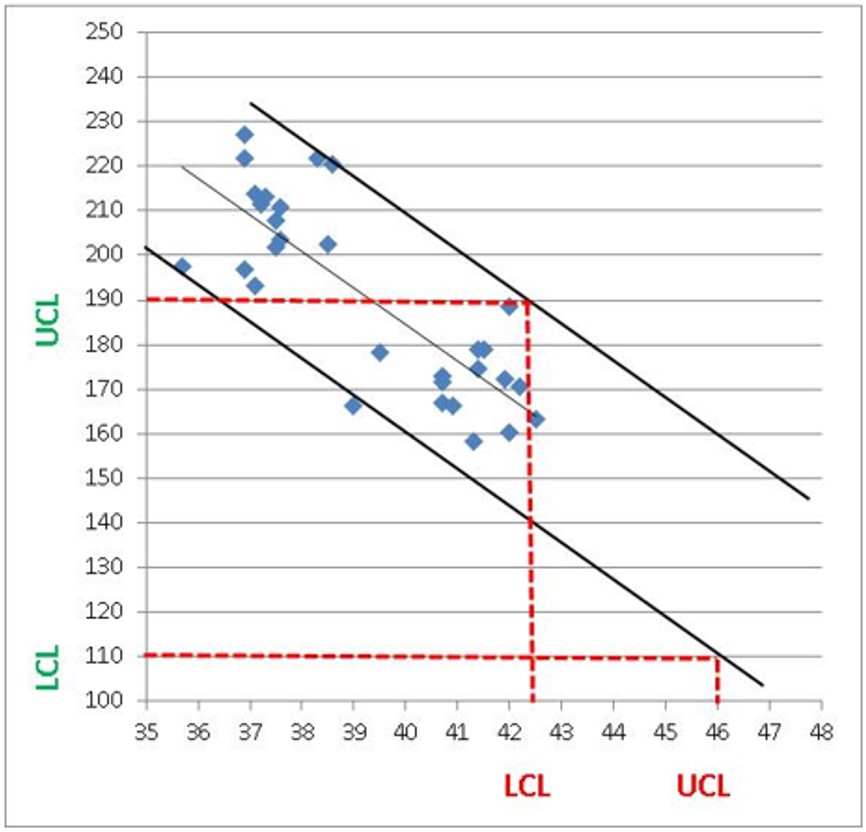
Z wykresu odczytać można, że jeżeli zakres tolerancji dla zmiennej Y zawiera się pomiędzy 110 i 190 to specyfikacja dla Red X powinna wynosić od 42,5 do 46. Czynnościami kończącymi proces rozwiązywania problemu metodą Shainina jest wprowadzenie działań zapobiegawczych i sposobu ich monitorowania na przykład w postaci statystycznej kontroli.
Podsumowanie
Metoda Shainina skierowana jest do kadry niższego i średniego szczebla: Operatorów, Brygadzistów, Mistrzów produkcji, Technologów, Inżynierów procesu i jakości, osób pracujących w działach produkcyjnych.
Zawiera ona elementy wnioskowania statystycznego, ale w przeciwieństwie do metody DFSS (Design for Six Sigma) są to elementy proste, łatwe do nauczenia i wykorzystywania.
W przeciwieństwie do tradycyjnych metod rozwiązywania problemów (tj. diagram Ichikawy, 5WHY, Mind Mapping, MetaPlan, itp.) zaletą tej metody jest to, że jeżeli zdefiniowana i potwierdzona zostanie przyczyna źródłowa, to zrobione to zostanie z pewnym (zazwyczaj 95%) prawdopodobieństwem.
Natomiast w myśl zasady: „Nie wyciąga się armaty na wróbla”zaznaczyć należy, że metodę tą powinno się użyć dopiero wtedy, gdy za pomocą tradycyjnych narzędzi rozwiązywania problemów, nie jest możliwe zdefiniowanie przyczyny źródłowej problemu.
Autor: dr inż. Rafał Popiel
Jeżeli artykuł Ci się podobał, to podziel się nim proszę w mediach społecznościowych:
Zaufali nam
.